Process
Improvement Case Study
Door
Assembly Process
The process of interest in this case study is the door assembly operation. The reason for studying the door assembly process is that it requires 10 hours a day, and even some Saturdays to meet the daily cabinet room production schedule. The plant manager and machine room supervisor want the operation to produce the schedule during the normal shift (7.6 hours), working only 5 days a week.
In the door assembly operation, cabinet doors are produced in batches. The plant prodcues approximately 60 different door styles. But in general, from a time to produce perspective, doors can be grouped into categories by the number of panels. There are one-panel, two-panel, four-panel, and six-panel doors.
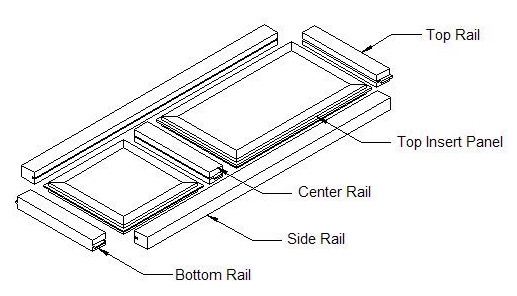
The figure below shows the parts that compose a door. Doors always have a top rail, bottom rail, and side rails. Doors also contain inserts (or panels), usually made from wood, but occasionally from glass. Rails seperating the inserts are called cneter rails or munts. The side rails, top and bottom rails, and munts are all machined in the Machine Room and are delivered to the Door Assembly Operation in batches. Batch sizes are matched to the cabinet room build schedule.
In the door assembly process, these parts are assembled, glued, and nailed together. The nailing process essentially holds the parts together until the glue dries.
A layout of the door assembly process is shown below.
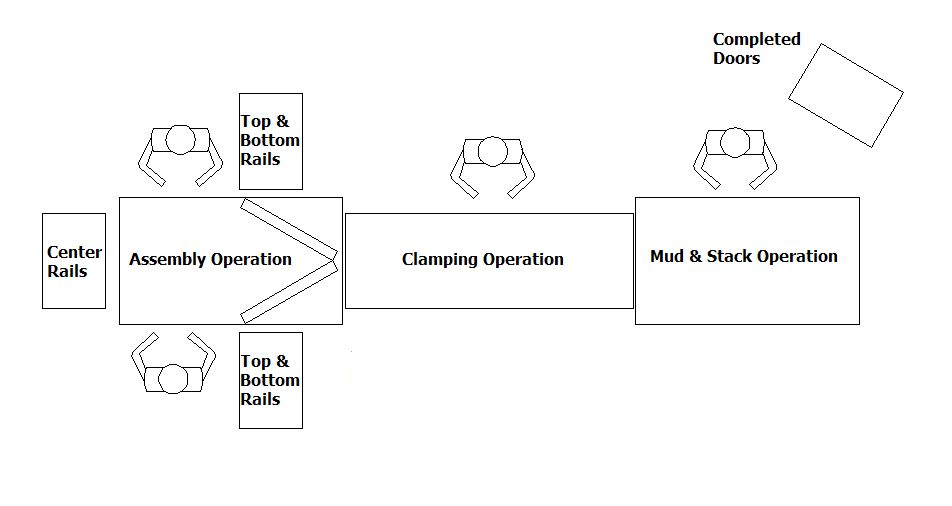
This process consists of three operations which are detailed with pictures and descriptions below. In addition to the assembly operations, a setup occurs between batches of doors. The setup consists of locating the rails and inserts for the new batch and stacking these parts at the first operation. Once all the parts are located, a single door is assembled so that the clamp can be properly adjusted for the new door. If a batch of parts has been incorrectly machined, the parts must be reworked. These setups can take anywhere from 20-60 minutes. However, if parts are missing, an even longer setup will occur.
1. Assembly Operations: First, two operators in parallel apply glue to the rails and assemble all the pieces together (side rails, end rails, inserts, and munts). Once assembled, the operator pushes the door to a holding fixture, shown as a V in the diagram above. If their side of the V contains a door, the operator will wait till that door is removed before pushing forward their most recent assembly. The operator will not begin assembling the next door until they have pushed the preceding door to the holding fixture.

2. Clamp Operations: Second, the clamp operator removes the assembled door from the V holding fixture and places the assembly into a pneumatic clamp. The operator activates the clamp with a foot pedal, which presses and "squares" the pieces together. The operator then applies nails to all joints using a nail gun. The clamp operator then releases the clamp and slides the door to the mud and stack operator. There is essentially an unlimited queue between the clamp operator and the mud & stck operator, because the clamp operator can stack up doors in front of the mud operator.

3. Mud & Stack: Finally, a single operator applies putty to the nail depressions and places the door on a cart to be sent to the next operation.